- tgg
- 8.18.2017
Event Consultant: Arnold George
Event Description: MGB Single Minute Exchange of Dies (SMED) Kaizen
Event Location: Baldwinsville, NY
Purpose for Week’s Activities:
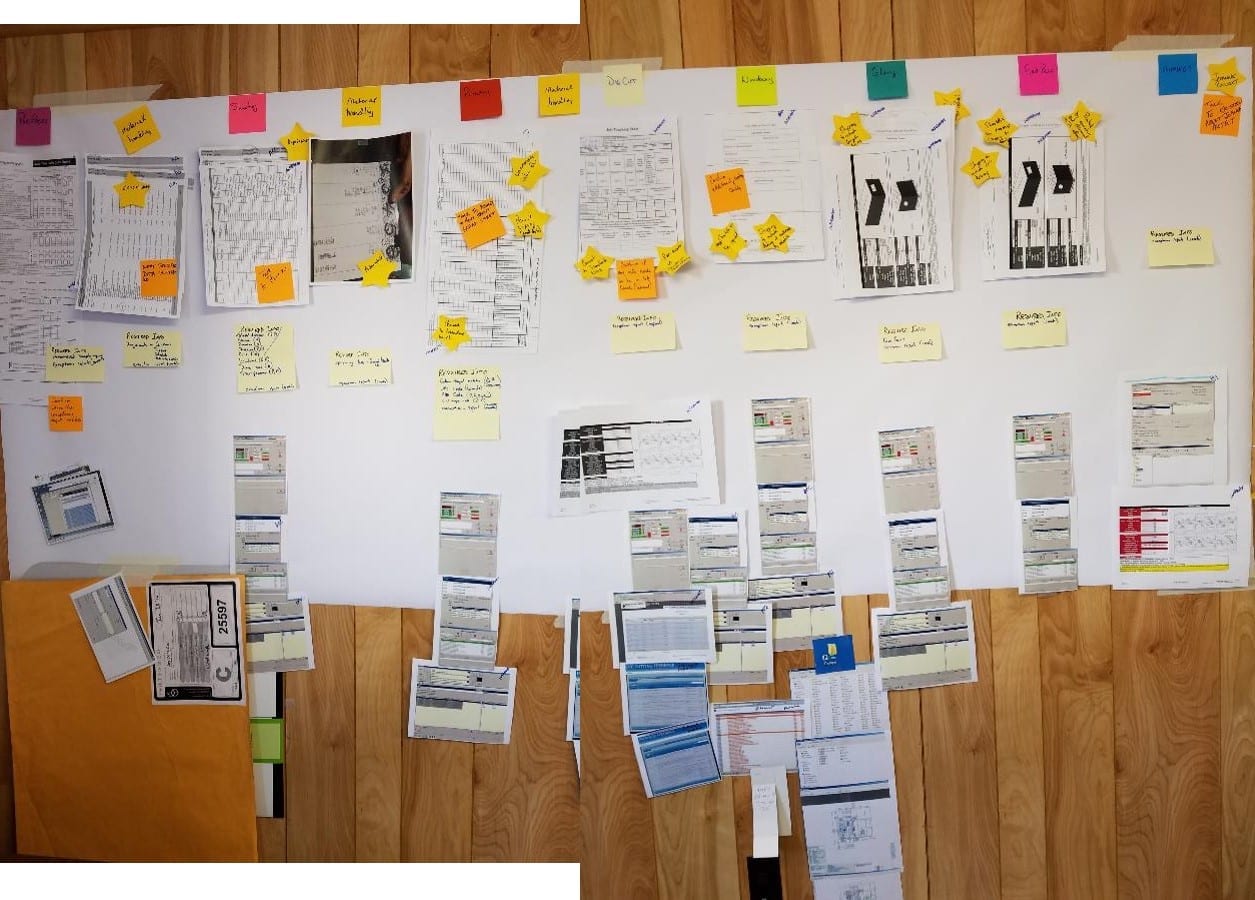
- Review videos from Week 1 changeovers
- Determine what internal changeover elements can be moved to external
- Identify opportunities to eliminate and reduce non-value added and business value-added tasks
- Identify opportunities to modify the equipment to make it more conducive to SMED principles of safe, faster and mistake proof
- Create Standard Work for all crews to follow
- Create training plan to implement changes across all shifts
- Reduce average change over time
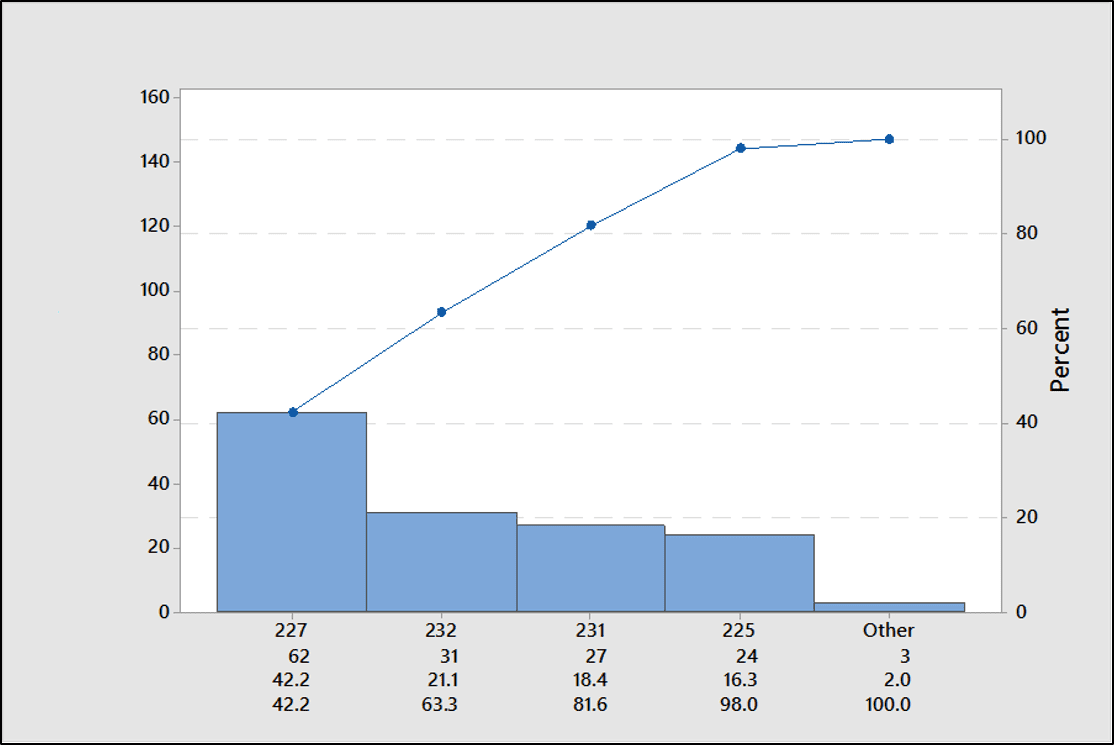
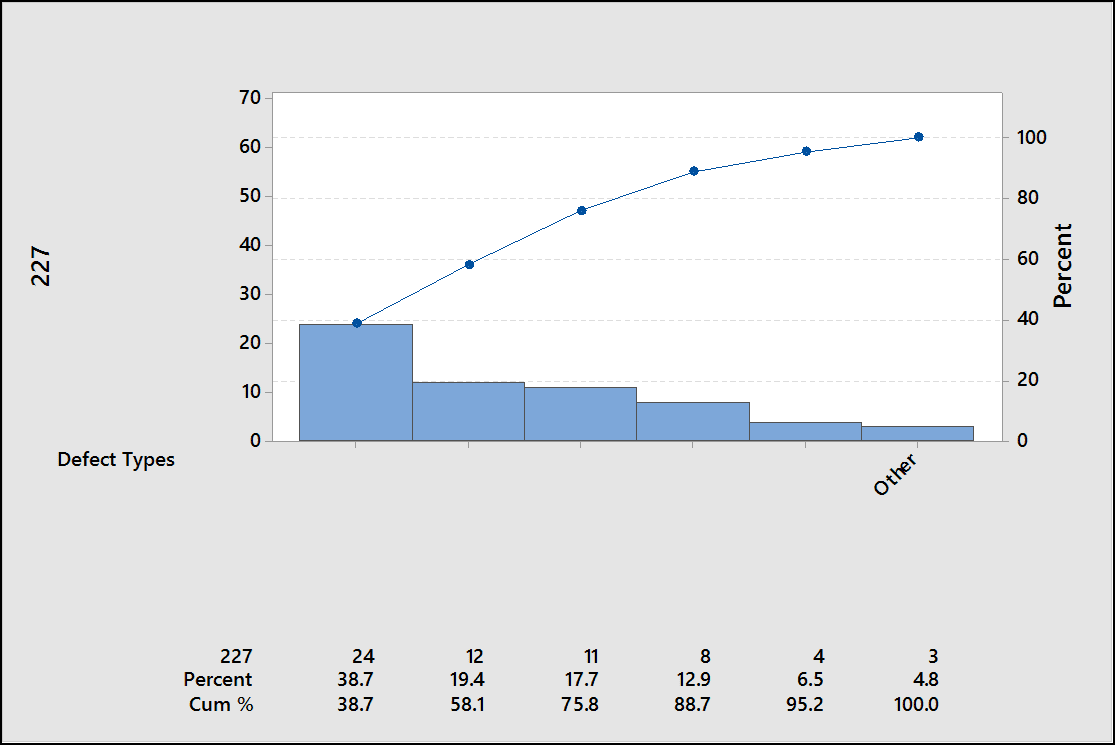
Largest Categories of Waste – Motion, Rework, Over Processing (adjustments)
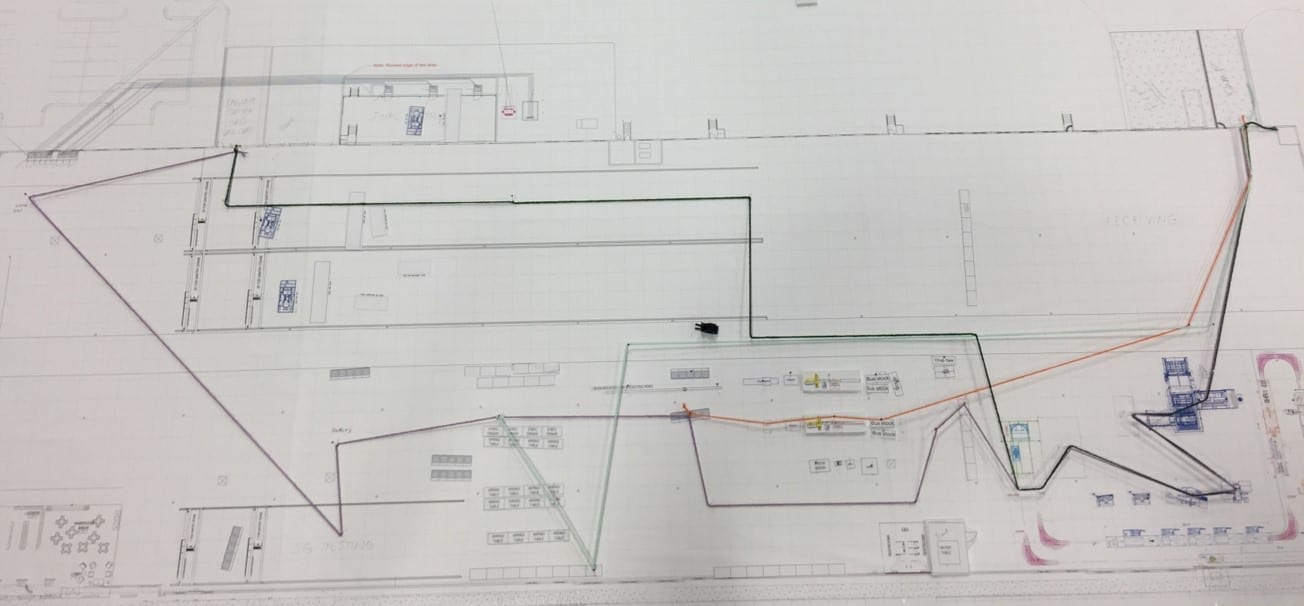
Reduce Motion –
- Sequenced work steps
- Each step was identified as VA or NVA
- If possible, NVA steps were eliminated by using templates and quick change tools
- Activities were organized so the operator and feeder worked in tandem rather than separately
- Reduced tasks
- The number of trips to check and reset fixtures was reduced
Over Processing –
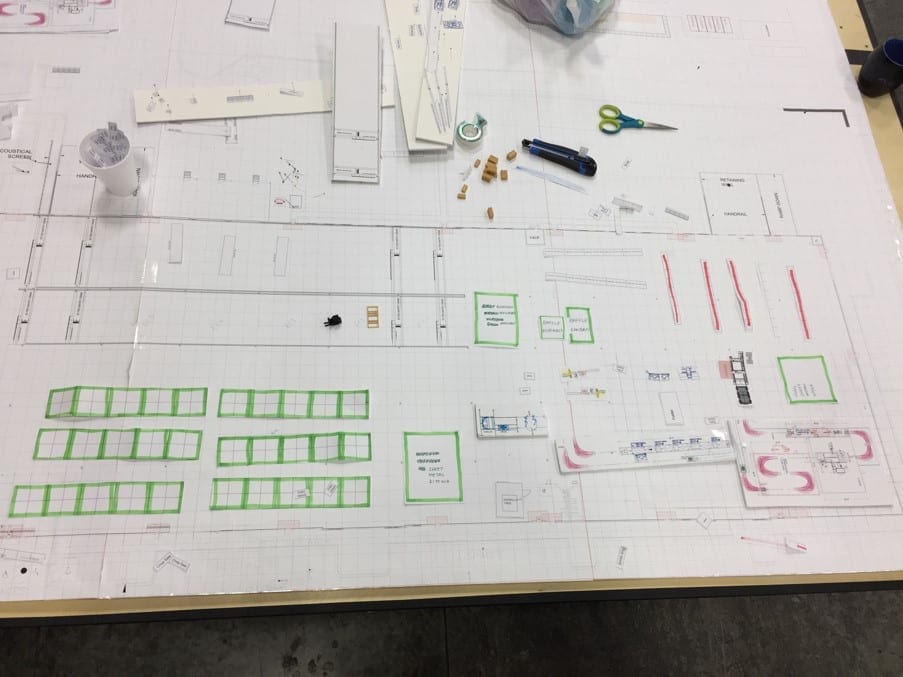
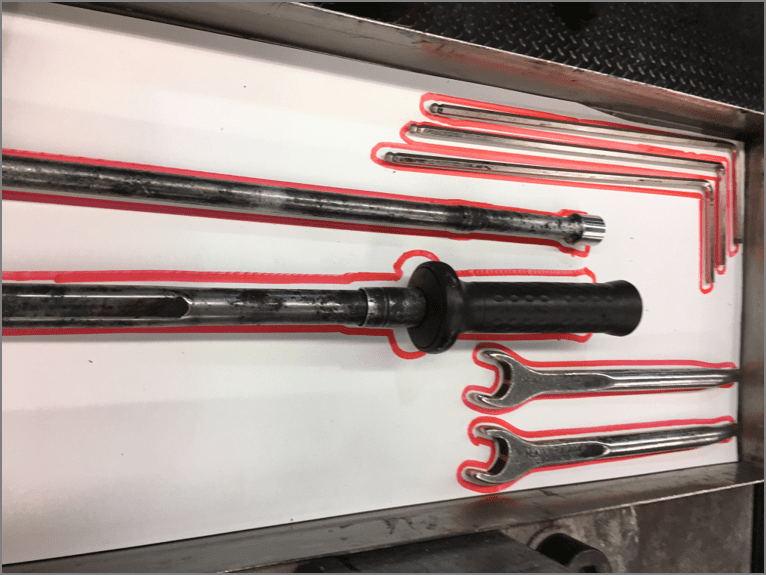
- Work steps were redesigned to take advantage of quick change hardware and incorporate tools into the machine
- X locations were located on the machine where tool-less quick release fixtures were installed (Y other locations identified for expansion)
- Identified Z opportunities to remove non-value added tasks
Things Implemented This Week
- Quick change hardware
- Hardware standardization
- Machine modifications
- Exposed all 3 shifts to the new process
- Buy into the process
- Detailed Standard Work steps were tested on two changeovers
Overall Observations This Week
- The team remained diligent through the SMED training and were intent on identifying and eliminating waste throughout the process.
- One team member did not originally think we could achieve our goal of an X minute changeover, but after the exercise believed a sub-hour make ready is possible.
- The _____ crew was very diligent about their work during these changeovers and desired to improve their last performance and get to the running stage quickly.
- We observed several mechanical delays that were unexpected. These are true opportunities to investigate and drive out the root causes.
- The crew was very helpful in validating these elements during the week. One operator led the team on his first changeover and was able to beat the previous standard.
Next Steps
- Finalize training plan to include four shifts of changeover training and roll out by end of month.
- Issue the current version of Standard Work and review with users for opportunities to streamline and improve.
- Continue to develop tools to reduce adjustment and set up times.
- Continue working with maintenance to identify better ways of setting up, and eliminate the need for adjustments.
- Incorporate tools into hardware so no tools are required.
- Continue to monitor changeover results and perform root cause analysis to reduce time from last good part to first good part.