TGG Graduates 18 New Certified Lean Green Belts
Philadelphia, Pa, November 11, 2015 – The Guthrie Group (TGG) graduated 18 Paperwork (PWI) employees to certified Lean Green Belts this past November. During a 2 day event held in Philadelphia, 18 PWI employees were recognized for their efforts to become certified Lean Green Belts. As top management looked on, Todd Letherer, Vice President of Quality and Continuous Improvement, congratulated the 18 PWI employees and recognized their hard work. “This certification process is the cornerstone of our efforts to internalize the expertise needed to continue the drive for operational excellence across our platform” stated Todd Letherer. “We are glad all of you could join us here and meet your PWI peers from across the organization.” It was the first time in PWI history that employees from (5) of the PWI plants were gathered together. Employees from Baldwinsville, Greensboro, Hamilton (Canada), Hastings and Mount Gilead plants were represented at the event as well as top management from the Bala Cynwyd corporate office.
The graduating group represented over 24,000 training hours, 105 Kaizen events completed, 83 SMED certifications, 14 RCFA projects in development. $4.4 Million dollars was saved throughout the corporation during their training. “You are leaders in this organization and you are “THE” representation of our efforts to internalize a culture of continuous improvement at PWI!” stated Todd Letherer.
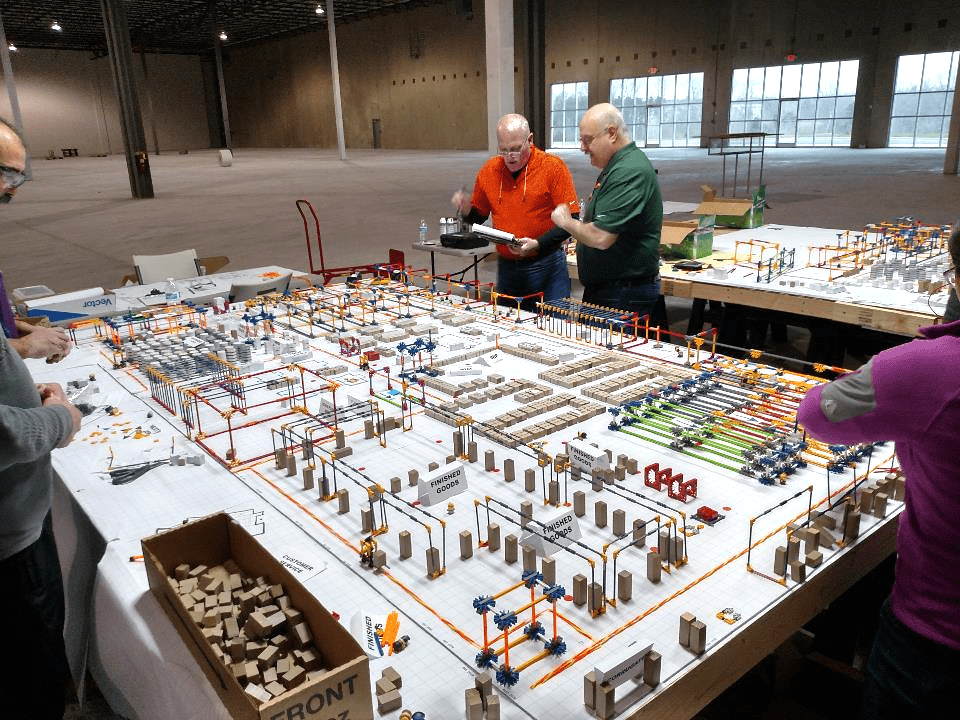
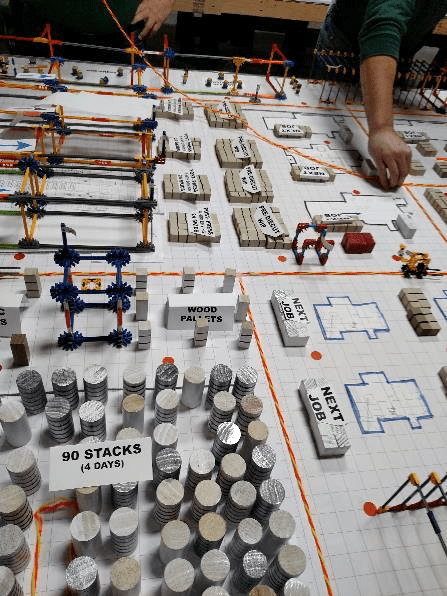
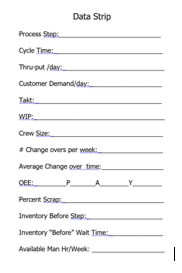
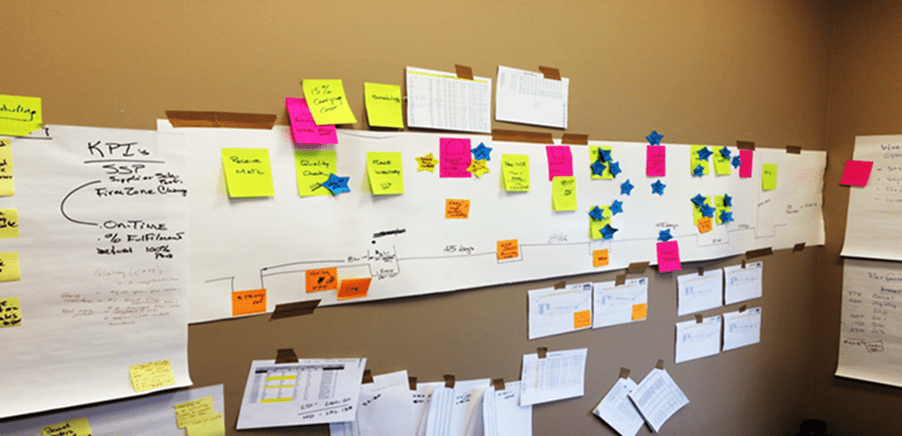
The event also allowed for presentations of PWI Kaizen event success stories and TGG presented learning tutorials and a production simulation where the newly certified belts could practice their Lean skills. The Guthrie Group offers Lean Green and Black Belt Training at your place of business or at their corporate offices – 3859 Battleground Ave, Suite 202, Greensboro, NC. TGG offers an extensive training including the (7) areas of study for MGB/MBB.

PaperWorks Mfg. Green Belts 2015
ToyotaKata Coaches – This coach understand how the ‘lean management system’ works within management and employees. There are (3) main tools and they must be able to apply them in the workplace.
- Leader standard work
- Daily Management
- ToyotaKata problem solving
RCFA Analysts – RCFA analysts solve systemic problems in order to cash process using a (8) step methodology.
- Develop problem statement
- Scope the problem
- Set the Target
- Identify root causes (Get data!)
- Identify solutions
- Implement solutions
- Evaluate the solution
- Standardize the solution
Strands are experts focused on equipment reliability and moving from ‘reactive’ to ‘planned’ activities within maintenance.
SMED Experts ‘Single minute exchange of dies’ developed in the automotive industry all types of businesses us this tool, regardless if tooling is involved.
- Video camera experience
- Swim lane mapping
- Equipment operation knowledge
Transactional Experts work on any “PC” based process; one that doesn’t include a physical product or widget. These experts know how to measure, analyze and improve products.
Kaizen Facilitators lead Kaizen events team events of 8 -12 members. They have
- The ability to lead a group in problem solving or training
- Assign/delegate/coach employees effectively with tasks
- Know the tools of Lean
5s/Visual Experts are individuals that can apply 5s/visual tools in almost any workplace. They understand that 5s is the #1 countermeasure against WORMPIIT wastes.
TGG will monitor their progress and make sure it is properly tracked on a ‘personalized’ skills matrix.